В процессе эксплуатации зенкер перетачивается только по плоской передней поверхности. Зенкер закрепляется на оправке 1 и центрируется втулкой 3. Передача крутящего момента производится двумя штифтами 2, запрессованными в оправке. Инструмент снабжается вставкой в виде короткого сверла 5 с цилиндрическим хвостом, заканчивающимся резьбой. Комбинированное зенкер-сверло обеспечивает обработку отверстий 5-го класса точности, диаметром до 100 мм и длиной 2000 мм в сплошном материале.
Комбинированные инструменты для обработки отверстий могут быть также разнотипными: сверла-зенкеры, зенкеры-развертки, сверла-метчики и др. Комбинированный двузубый зенкер 4 со сверлом снабжен двумя зубьями с винтовой задней поверхностью, на которой в шахматном порядке выполнены стружкоразделительные канавки (рис. 80).
С целью улучшения направления инструмента при обработке передняя направляющая часть снабжена двумя регулируемыми гайками, что позволяет обеспечивать продольный ход инструмента в заданных пределах. Для закрепления в шпинделе сверлильного или расточного станка предусмотрен конический хвостовик с отверстием под клин.
Крутящий момент различным инструментам набора передается поводковой частью оправки с помощью торцовых шпонок и крестообразного поводка, размещенного на оправке между зенкерами.
При обработке отверстий используется также составные комбинированные инструменты, которые представляют собой наборы простых инструментов, закрепленных на общей оправке. Преимущества этих инструментов заключаются в простоте их изготовления и заточки, а также в возможности легкой замены отдельных частей при их износе или поломке. Составной зенкер для обработки торца и ступенчатого отверстия состоит из трех инструментов закрепленных с помощью гайки на одной оправке (рис. 79).
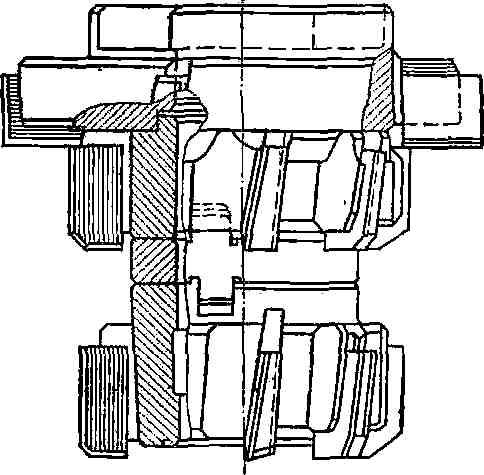
Рис. 78. Комбинированный со вставными чередующимися зубьями
Используются инструменты с чередующимися зубьями, у которых каждый участок профиля детали обрабатывается соответствующими зубьями относительно простой формы. На рис. 78 показан такой насадной комбинированный зенкер со вставными зубьями, предназначенный для одновременной подрезки торца большого диаметра и зенкерования конических углублений.
Рис. 77. Многоступенчатый
Для обработки сложных отверстий большого диаметра применяются комбинированные инструменты со вставными зубьями. Эти зубья имеют фасонный профиль, соответствующий профилю детали (рис. 77).
Конструируя инструменты с чередующимися зубьями, варьируя глубиной, толщиной зубьев, угловым шагом, подбирают по возможности одинаковые углы впадин для того, чтобы при фрезеровании канавок меньшее число раз менять угловые фрезы. У рассматриваемых инструментов с чередующимися зубьями только калибрующая часть ступени наибольшего диаметра имеет цилиндрическую ленточку и обратную конусность. Ленточки калибрующих частей других ступеней шириной 0,5 0,6 мм не имеют обратной конусности и затачиваются по всей длине под вспомогательным задним углом, равным 5 6*. Для улучшения направления такие инструменты могут иметь специальную цилиндрическую направляющую часть.
Такие инструменты допускают сравнительно небольшое количество переточек, ограниченное длиной ступени малого диаметра. Поэтому находят применение сверла и зенкеры с чередующимися зубьями (рис. 78, б и 79, б). У этих инструментов для каждой режущей кромки создается прямая или винтовая канавка и соответствующая ей ленточка. Такие инструменты допускают значительное число переточек, так как калибрующий участок каждой ступени проходит по всей длине рабочей части.
Рис 76. с винтовыми и прямыми канавками
Комбинированные сверла (рис. 75) и зенкеры (рис. 76) при малом перепаде диаметров ступеней, изготавливаются перешлифовкой обычных инструментов (рис. 75, а и 76, а).
Для совмещения операций или переходов при обработке ступенчатых отверстий применяются всевозможные комбинированные инструменты. Наиболее распространенными комбинированными инструментами для обработки отверстий являются ступенчатые сверла, зенкеры и развертки. Эти инструменты применяются на сверлильных, револьверных, агрегатных стайках и токарных полуавтоматах, обеспечивая высокую производительность и простое обслуживание.
Комбинированные инструменты для обработки отверстий
ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Отправить форму поиска
Введите условия поиска
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Комбинированные инструменты для обработки отверстий
Комментариев нет:
Отправить комментарий